Un test simplu al driverului CNC de tip 4 axe V4.2 de la A.D.Electrocom
Data documentului: 8 iulie 2012 - Rugam cititorii sa consulte oferta actuala a firmei. Documentul prezent are un caracter de documentare si prezinta si produse care nu existena in stoc in prezent.
Va propunem cateva imagini ale unui test simplu si rapid efectuat de colaboratorii
A.D.Electrocom cu noul driver pentru motoare pas cu pas cu 4 canale V4.2.
Testul a fost realizat in cateva ore cu o "masina" CNC de tip hobby, construita din lemn, si care utilizeaza motoare recuperate de la imprimante si faxuri, cu 48 de pasi pe rotatie. A.D.Electrocom comercializeaza uneori asemenea motoare provenite din recuperari. A.D.Electrocom comercializeaza si motoare pas cu pas noi, de tip NEMA.
Consideram testul simplu si 'brut' ale carui rezultate le puteti vedea mai jos, o validare a conceptului de controler CNC orientat catre hobby, amatori, si mica productie. Daca noi am putut realiza aceste lucrari cu aceasta masiunuta dvs. desigur ca veti putea realiza mult mai mult!
Citeste Mai Mult:
Acest mic test este impresionant deoarece a fost facut cu o "masina" CNC construita cu cele mai ieftine materiale existente (lemn MDF de 12mm si sipca de fag 30x15 mm x 950mm). S-au utilizat 3 motoare pas cu pas cu 48 de pasi pe rotatie, diferite unele de altele (!!! - asta am avut din recuperari in momentul testului).
Iata, pentru cei interesati, caracteristicile generale ale "masinii" din imaginile de mai sus:
- Dimensiunile prelucrate maxime: 210x297mm (A4) x 25mm.
- Dimensiunile prelucrate cu limitare pe 60mm in adancime (Y): 60x120x100 mm.
- Precizia liniilor (v. mai sus gravura cablajului imprimat, cu o freza uzata - tocita - de aceea are grad) mai buna de 0.3mm
- Masina nu este rigida, datorita materialelor ieftine. Cu alte culise, si cu un sasiu rigid, lucrurile ar sta cu totul altfel...
- Precizia teoretica este de 0.8 / 96 = 0.008(3) mm (8 microni!) (calculul este: pasul axului filetat (0.8mm) impartit la numarul de pasi pe rotatie ai motorului cuplat direct: 96). Masina nu atinge aceasta precizie datorita lipsei de rigiditate mecanica a constructiei.
- Frezarea scrisului 'LinuxCNC' pe MDF si fag a fost facuta la o adancime de 1mm.
- In toate cazurile nu s-a finisat/curatat piesa in mod deliberat, pentru a arata calitatea reala a taierii. Intotdeauna dupa prelucrarea pe CNC uremaza operatii de finisaj care imbunatatesc mult aspectul. Cablajul imprimat ar fi trebuit sa fie frezat cu o freza noua, caz in care nu ar fi rezultat grad.
- Nu am inclus o secventa de gaurire CNC, aceasta este, evident, posibila.
- Nivelul de zgomot si de poluare este destul de redus (depinde numai de motorul frezei!).
- Freza din imagini este una care lucreaza la 12V-18V, comercializata de A.D.Electrocom. Ea are un lagar cu rulment, lucru esential pentru precizia frezarii. Ea este asemanatoare cu produsul D-0600.
- Viteza de executie a frezarii in lemn, la adancime de 1mm, a fost de cca. 15 minute pentru fiecare bucata aratata mai sus. Se pot face treceri succesive pentru a face taieturi mai adanci. Puterea mica a masinii nu este o limitare reala, freza taie de fiecare data cate 0.5-1.5mm, si singurele limite ale adancimii taiate in final, sunt timpul, lungimea si rigiditatea frezei si a masinii. Teoretic, se poate taia si marmora, cu timpi de prelucrare de ordinul zilelor!
- Viteza liniara de taiere optima a fost de cca. 0.8-2mm/sec (48-120 mm/min) cu o turatie a frezei de cca. 18000 rot/min.
- Viteza de tranzit (fara sarcina) a axelor a fost de cca. 12mm/sec, la o tensiune de alimentare de 24V.
- Toate aceste caracteristici depind puternic de motoarele utilizate. Driverul permite reglajul individual al curentului in fiecare motor.
Si iata materialele folosite:
- 3 motoare pas cu pas cu 48 de pasi pe rotatie, cu 4 fire (bipolare), cu rezistenta interna intre 6 si 12 ohmi (fiecare este diferit!).
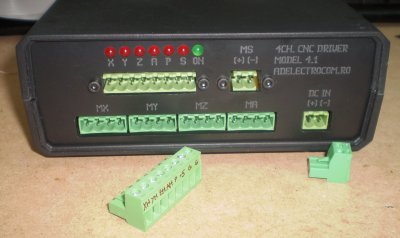
- Driver cu 4 canale de tip Stepper Driver V4.2 de la ADElectrocom.
- Placa MDF de 12mm, 4 piese, mai putin the 1 mp in total.
- Sipca de fag 30 x 15mm x 950mm, 3 buc.
- Culise pentru sertare de birou, 6 buc.
- Piulite M5, montate in monturile speciale precise pe care le-am creat pentru ele.
- Suporti pentru motoare si pentru intrerupatoare de capat de cursa (homing), care includ monturi de rulmenti precise integrale.
- Ax filetat M5 x 1000mm, 2 buc., debitat si montat precis in rulmenti, dupa rectificare.
- Cuploare mecanice de tip 'Oldham' cu 8 pini si cu amortizare, pentru cuplarea motoarelor.
- Diverse suruburi si piulite, precum si suruburi pentru lemn, folosite la montare.
- Singurul dispozitiv folosit la aliniere a fost un echer mare. Eroarea bruta la nivelul placii de lucru este sub 0.5mm pe toata latimea mesei, dupa o aliniere minima. Aceasta este suficienta pentru lucru in lemn, dar nu pentru gravura pe suprafete mari. Cablajul imprimat gravat ca test mai sus a avut o latime de cca. 50mm la care eroarea de 0.5mm se reduce proportional (de cca. 4 ori, latime mesei fiind de 210mm).
Nota finala:
Cititorii atenti poate ca au observat ca, sigla LinuxCNC nu incape intreaga in latimea lemnului prins intr-una dintre imaginile de mai sus. Este adevarat! A trebuit sa oprim masina (pause in LinuxCNC), sa mutam clema de fixare din stanga, si sa continuam!
Inca un detaliu: Pe panoul frontal al driverului scrie 4.1 dar noi vorbim despre versiunea 4.2! Intr-adevar, versiunea 4.2 inca nu are fotografiile cu panoul frontal gata. Din lipsa de timp. Ne scuzam, vom actualiza cat mai curand informatiile de pe site.
Va rugam sa ne contactati, daca aveti sugestii sau intrebari!
In viitor, daca va exista interes, vom publica un set complet de dimensiuni pentru "masina" pe care am prezentat-o aici. Intrebati-ne pe email, daca va intereseaza.
Iata imaginile:
 In timpul frezarii siglei 'LinuxCNC' |
 Rezultatul (Lemn de fag 30x15mm si MDF 12mm) |
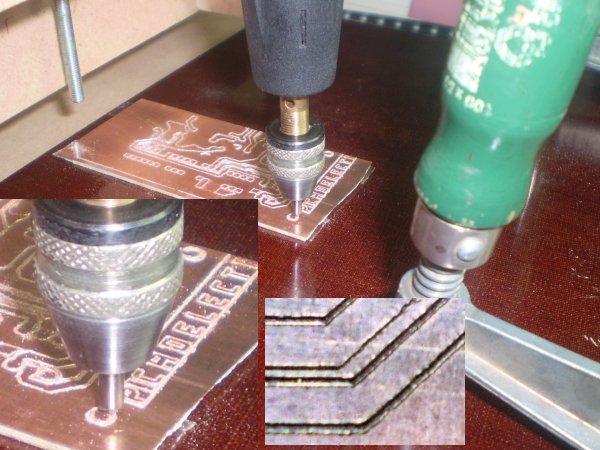 Frezarea unui cablaj imprimat |